マルツエレックのケース加工サービスならば、
かんたんな手書きの図面で発注いただけます。
ケース加工・制作
図面の描き方

はじめに
ケース加工を発注する場合、加工図面が必要です。
機械設計技術者以外の方々にとっては加工図面を書くことは難しいものです。機械製図の書き方(ルール)はJISにより決められています。このルールをすべて理解(習得)することは機械設計初心者にとって時間がかかると思います。
一見難しそうなケース加工の発注ですが、マルツエレックのケース加工サービスならば、かんたんな手書きの図面で発注いただけます。このページでは、ケース加工の発注、指示の際に、最低限これだけの情報があればOKの項目をご案内いたします。
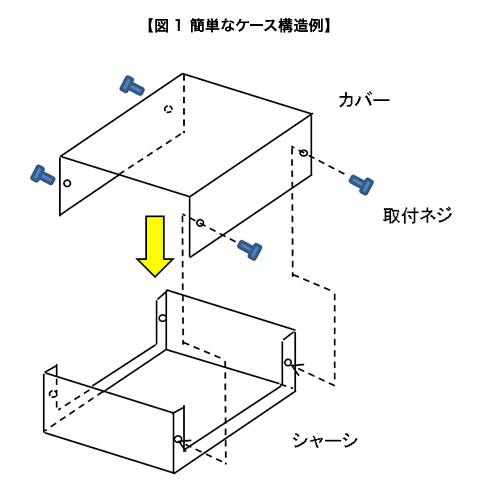
図1のような簡単なケースを例として解説します。
このケースはカバーとシャーシの2つの構造で、取付ネジにて固定するものです。
加工に必要な情報(図面)は以下のようなものです。
1.各部の仕上がり寸法
2.丸穴、各穴などの位置と形状
3.ケースの表面処理・・・塗装またはアルマイトなど
4.文字入れ・・・シルク印刷、彫刻など
5.その他加工・・・バーリング加工など
上記①~⑤は加工発注に必要な最低限の情報(図面)です。
CADでも手書きでも、図面を作成して加工工場に意図を伝えることが重要です。
機械CADを使うのが便利
最近は安価な機械CADが市販されています。
外形、穴径など簡単な操作で実寸で書くことが出来、A4サイズ以下であれば一般的なプリンターで実寸にて印刷することができますので大きさなどの確認に便利です。また、印刷したものをそのまま手加工の型紙として用いることが出来ます。
図1などのような簡単なケースであれば本格的な機械CADではなく安価な機械CADで十分です。
ちなみに筆者は1万円以下の安価な機械CADを用いています。機械CADの利用も、気軽に試してみることをお勧めします。
加工図の書き方「6面図で表現する」
図1のようなケース構造の場合、6面図で表現します。
6面図とは図2のように各面から見た図で、それぞれの加工図を図3のように書きます。
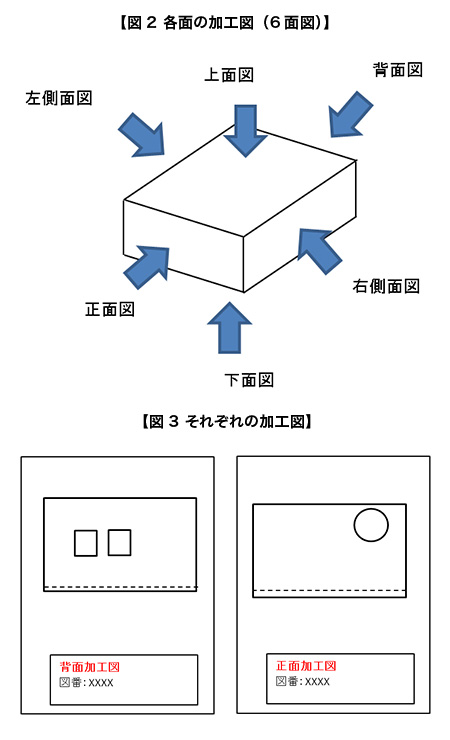
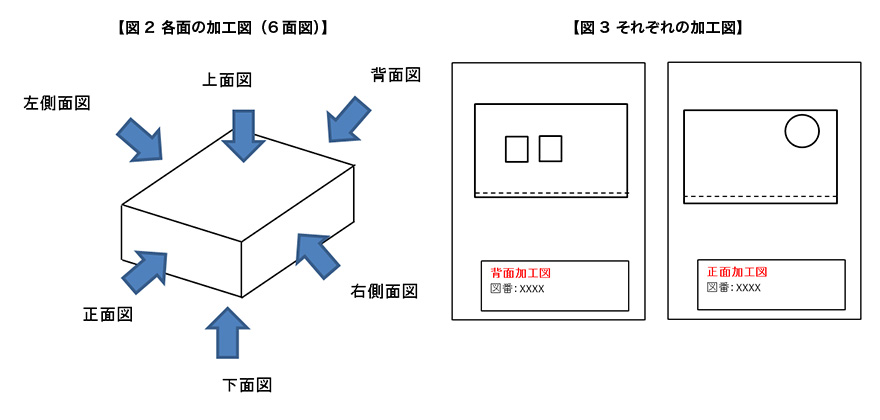
すべての面の加工図を書く必要はありません。例えば、左右側面が同じ(対称)であれば、どちらかを省略しても良いです。
加工図の描き方の基本
線の使い分け
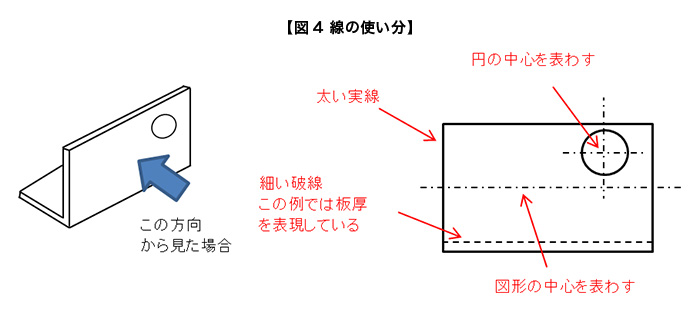
線の種類(太さも含む)は用途によって一定の決め事があり、図4、表1に例を示します。
見える部分の外形は太い実線、見えない部分(かくれた部分)は細い破線とし、図形の中心は細い一点鎖線を用います。
| 線の種類 | 用途 |
|---|---|
| 太い実線 | 見える部分の形状 |
| 細い破線 | 隠れた部分の形状 |
| 細い一点鎖線 | 図形の中心 |
表1 線の種類と用途
寸法数値の記入方法
象物の大きさ、穴位置などは図5のように書きます。(以下、各図において赤文字、赤線は説明のためのもので、実際にはこの部分は書きません。)寸法の単位は「ミリメートル(mm)」で、記号のmmは省略します。
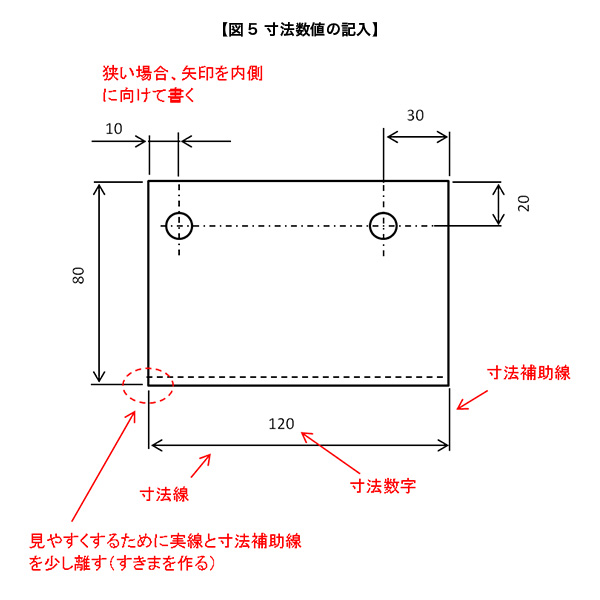
寸法補助線と寸法線を用い、これらは外形実線よりも細い線です。寸法補助線は実線から少し離すと見やすいです。
寸法補助線と寸法線を用い、これらは外形実線よりも細い線です。寸法補助線は実線から少し離すと見やすいです。
寸法線の矢印は図5の場合、開き矢ですが、図6のような「つぶし矢」でも良いです。
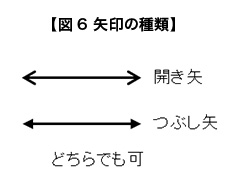
矢印以外の方法もあるのですが、ここでは省略します。
また、寸法線が短い(狭い)場合、矢印を内側に向けて書きます。
図5では対象物の大きさが、横120mm、縦が80mmです。
左側の丸穴のセンター位置は左端から10mm、右の丸穴は右端から30mmです。
また、上端からはどちらも20mmの位置になっていることに注意してください。
丸穴の加工指示
丸穴は図7のようにφ(ファイ)で指定します。φは直径の記号で、φ10であれば直径10mmの丸穴です。
この場合、注意することはドリル径10mmで加工することではなく、加工後の直径を10mmにするという意味です。
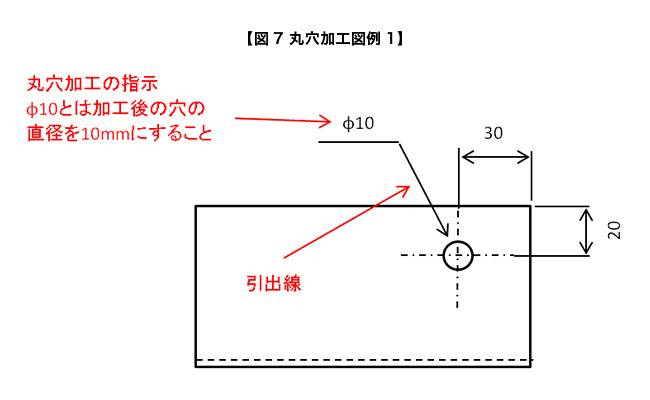
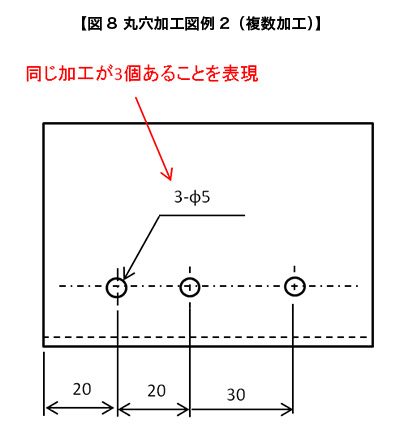
図8は複数の同じ加工の場合、φ記号の前に個数を入れて簡略表示します。
例えば、3個で穴径が5mmの場合、「3-φ5」と表現します。このようにすれば、見やすい図面になります。
角(かど)の処理
四角形の角(かど)は鋭利なので、そのままではケガをしやすくなります。そこで、角を45°に加工することで安全になり、この加工を「面取り」と言います。
図9に面取りの例を示します。
面取りは記号C(アルファベットのシー、大文字)を用い、Cの後に大きさを示します。
例えば、C2と明記すれば、45°の角度でそれぞれ2mmを切り取る加工です。
図9右下のようにそれぞれのカット寸法を入れても良いのですが、1か所の表示(C2)で済みます。
45°の加工ではなく、角に丸みをつけても良いですから、この場合、半径で指定します。半径の記号はR(アール)で、例えば、R2とすれば半径2mmです。
角ではこの部分は半径2mmの1/4の円の形状になります。
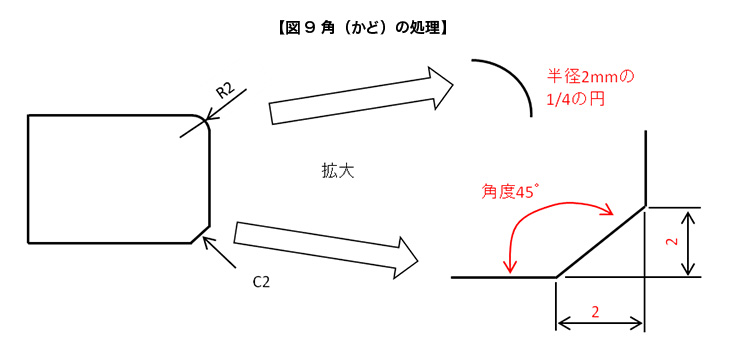
(Cは45°の面取り記号)
例えば、C2は角を2mm切り取ること。この場合、必ず45°の角度で加工する。
(Rは半径の記号)
例えば、R2は半径2mmのことで、図の場合、角は半径2mmの1/4の円になる。
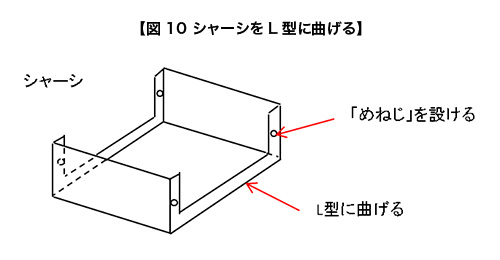
曲げ加工
図10のようにシャーシの左右をL型に曲げる例を示します。
この場合、カバーの固定用として左右それぞれに「めねじ」を設けます。
曲げ加工図の例を図11に示します。この例ではそれぞれの曲げ部分の幅は10mmです。
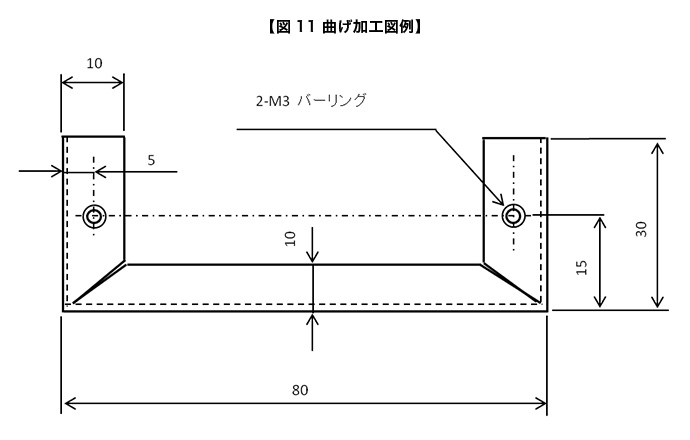
2か所に「めねじ」を設け、記号を図12に示します。
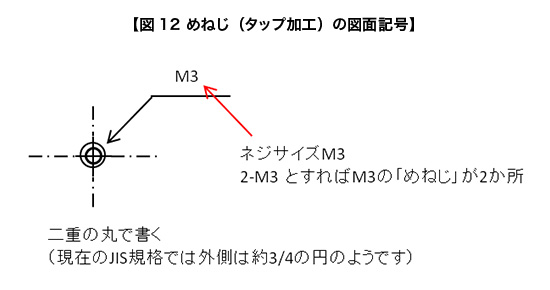
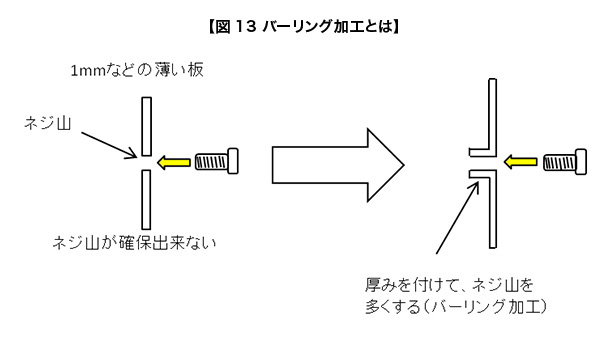
図11では2-M3の後ろに「バーリング」と表現されています。
このバーリングとは図13のようにネジ山を多くする加工です。例えば、板厚1mmなどの薄い板ではネジ加工ができないので、ネジ部の厚みをつけて、ねじ山を多くします。
表面処理
アルマイト処理
材料がアルミの場合、「アルマイト処理」が行えます。アルマイトとはアルミに対する表面処理の一つで、色を付けることが出来ます。例えば、ブラック、シルバーなどのように色を指定します。
文字入れ
文字入れには「文字彫刻」、「シルク印刷」などがあり、どちらも「文字高さ」、「書体」、「色」を指定します。
シルク印刷の場合で、以下、解説します。
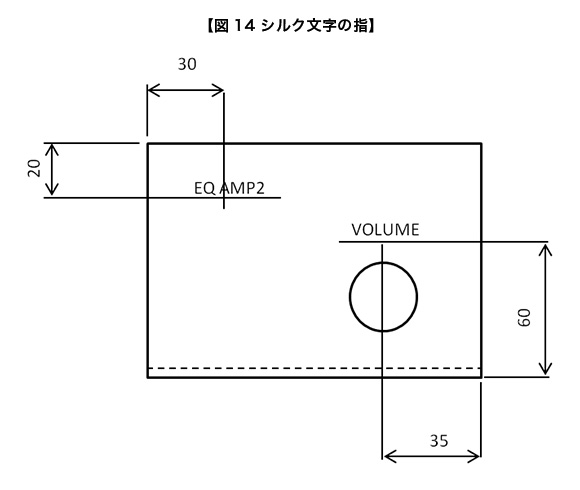
文字数が多い場合、図14のように加工図とは別にシルク文字の指定図面を別に作成したほうが良いです。
この場合、必要な情報は
1.色の指定
2.書体
3.文字の高さ・・・例えば、2mm、3mmなど
4.位置・・・図14の例では、文字列の中央位置及び下端位置。
その他、数字の1とアルファベットのIなどの区別および文字間スペースなども注意書きとして記入すると良いです。
ロゴマークなどはPDFまたはJPEGなどで対応してくれるところがあります。
色:すべて白
書体:御社標準XXX
VOLUME
文字高さ2mm
アルファベットのブイ、オー、エル、ユー、エム、イー
EQ AMP
文字高さ2.5mm
アルファベットのイー、キュー、1文字分のスペース、エー、エム、ピー、数字の2
実際の加工図面
参考用のケース加工図として、こちらをご参照ください。
こちらは、別件のまめ知識で製作したフォノ用イコライザーアンプの加工図面です。
こちらは、別件のまめ知識で製作したフォノ用イコライザーアンプの加工図面です。
